
























3D打印連續碳纖維增強熱塑性復合材料中的纖維錯位和斷裂
魔猴君 行業資訊 1398天前
近些年,連續碳纖維增強復合材料由于其具有諸如高比強度和高比剛度等優越的機械性能已經被越來越多地應用于飛機機身和其他高端工業產品。對于具有復雜幾何形狀的復合材料零件,可以在FDM工藝中根據性能要求鋪設纖維。但在FDM打印過程中,噴嘴牽引纖維轉向過程中可能會出現一些缺陷,包括平面外起皺、起泡、牽引向上拉和剪切效應。從而進一步影響制件的機械性能。
針對此問題,英國愛丁堡大學的Haoqi Zhang等人通過打印不同轉角和曲率的連續碳纖維增強復合材料單條紋,研究了1K連續碳纖維長絲在FDM打印過程中的纖維錯位和斷裂的形成過程,并對缺陷的形成過程進行了分析。
不同轉向角的復合材料單條紋打印效果如圖1所示,當轉向角為30°時,復合材料絲材被壓平,其中大多數連續纖維的實際轉向角一致。當轉向角增加到60°時,纖維束開始折疊,其中一些連續的纖維在從外周翻轉到內周。隨著打印轉向角繼續增大到120°時,可以在打印絲的轉向點處看到明顯的折疊,且在轉角處長絲的平均寬度減小,產生了較大的無纖維區域。當轉向角為150°和180°時,纖維嚴重扭曲和錯位,并且觀察到有纖維斷裂。因此,在實際打印中,應盡可能避免使用轉向角大于120°的打印路徑。

圖1 FDM工藝打印的不同轉角的碳纖維長絲(a) 30° (b) 60° (c) 90° (d) 120° (e) 150° (f) 180°
不同曲率半徑的復合材料單條紋打印效果如圖2所示,對于曲率半徑為20mm的單條紋,未觀察到明顯的表面缺陷,單條紋寬度沿打印方向大致一致。在直徑為10毫米的情況下,長絲內周的纖維會扭曲和起皺。當達到5mm時,這兩種缺陷出現的頻率更高。在曲率半徑為2.5mm的情況下,單條條紋很難按設計的路徑打印,觀察到內外周完全轉變的纖維折疊現象。此外,在曲率半徑為5和2.5 mm的情況下,少量纖維斷裂。因此,在實際打印過程中,應盡可能避免使用曲率半徑小于5mm的打印路徑。
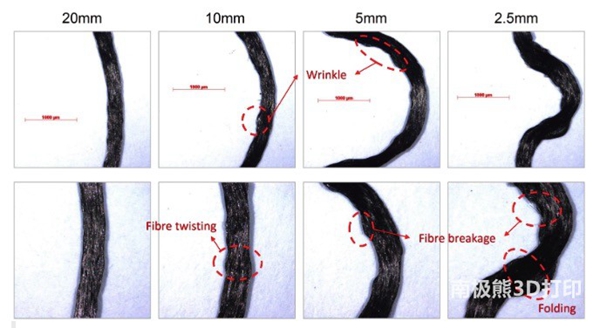
圖2 FDM工藝打印的不同曲率半徑的碳纖維長絲
參考文獻:
H. Zhang, J. Chen, D. Yang, Fibre misalignment and breakage in 3D printing of continuous carbon fibre reinforced thermoplastic composites, Additive Manufacturing 38 (2021).
來源:https://www.3ddayin.net/xinwenpindao/guowaikuaidi/40826.html









")






