
























3D打印翹曲:PLA、PETG、ABS的4個修復方法
魔猴君 知識堂 6小時前
當擠出的線材冷卻過快并收縮時,就會出現問題。這會拉動前一層,產生張力。前一層又會拉動其下一層,如此反復,直至第一層。如果打印床的粘合力不足,第一層就會脫離打印床,導致翹曲。因此,在打印溫度過低、收縮率較高的聚合物上打印時,這個問題會更加嚴重。即使沒有觀察到翹曲,它也會在部件內部(以及各層之間)產生張力和內應力,從而降低拉伸強度和抗沖擊性。
為什么會發生這種情況?
翹曲會毀壞打印件的底部(來源:JSherm96 via Reddit)
FDM 3D打印中使用的耗材通常是熱塑性塑料,這種材料可以熔化(變成液體),冷卻(變成固體),并且仍然保持其特性。在3D打印中,我們將耗材加熱到超過其熔點的溫度,然后將其擠出到打印平臺。
熱塑性塑料加熱時會膨脹,冷卻后收縮并恢復為固體。這種轉變會導致擠壓塑料發生運動,而這正是3D打印翹曲的根源:較熱的層在冷卻收縮時會拉動較冷的層。當打印物體的早期層冷卻收縮的速度超過新熔化層的速度時,物體將被迫松開對打印表面的抓握并卷曲。
更糟糕的是,問題可能在打印作業的很大一部分已經完成之后才出現,從而毀掉原本完美的打印件!
如果我們能讓整個3D打印模型始終保持相同的溫度,那么模型哪怕一絲一毫都不會變形。然而,這幾乎是不可能的。我們可以盡力保持3D打印模型的溫度盡可能均勻,并讓模型緊緊貼在打印表面上,就像它的生命依賴于此一樣!
下面,我們介紹了四種有助于防止翹曲并保存印刷品的方法。
罕見情況:打印床翹曲
一些愛好者報告說打印平臺會隨著打印件一起翹曲。這個問題主要發生在較大的打印件(第一層較寬)上,打印在彈簧鋼表面。較大的打印件會累積更大的翹曲力,并且打印平臺的附著力大于打印平臺的磁吸力(由于第一層面積較大)。因此,柔性打印平臺雖然能很好地粘附在打印件上,但會因磁鐵的作用而翹曲。如果遇到此問題,則需要提高打印室溫度來減輕收縮和內部應力。
一、調節溫度
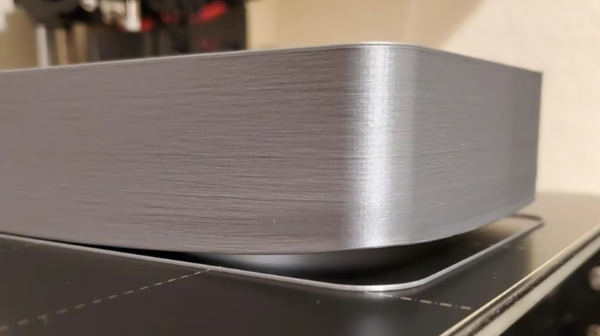
低溫、被動加熱的外殼非常適合PLA和PETG等耗材(來源:Andre via Printables)
溫度(不僅是燈絲的溫度,還包括床層和周圍空氣的溫度)可能是防止翹曲的最重要因素,因為它可以促進材料逐漸冷卻和收縮。以下是一些保持最佳溫度條件的技巧:
使用加熱床:加熱打印平臺有助于床面粘合,并使前幾層(或前幾層)保持半固態。通常,耗材制造商會為每根耗材推薦理想的床面溫度。如果您遇到翹曲,請嘗試提高加熱床的溫度,以便更好地粘合第一層——但如果您的溫度超過制造商或材料的典型建議值15°C以上,那么這可能不是您的問題。
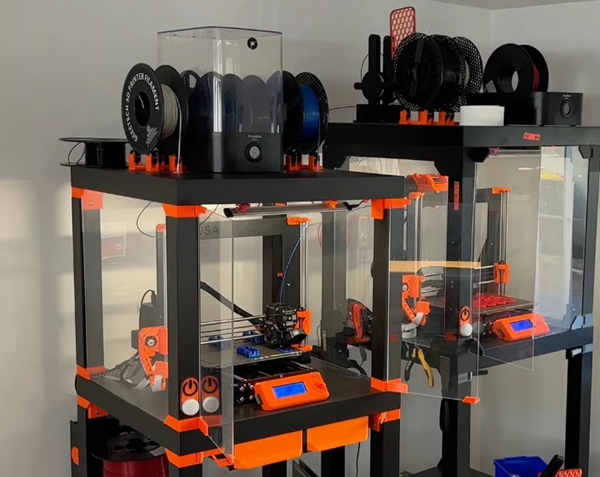
使用熱封閉式打印室:熱封閉式打印室有助于在整個打印過程中保持較高的恒定環境溫度,從而減少突然冷卻和收縮,從而降低內部應力和翹曲。這對于技術含量更高的耗材尤其重要,因為它還能改善打印件的機械性能。如果您的打印機沒有封閉式打印室,請查看如何自行搭建。
對于PLA或PETG等材料(通常無需外殼即可打印),請務必保持打印腔溫度相對較低,以防止噴嘴熱蠕變(這可能會導致堵塞,尤其是在打印速度較慢的情況下)。對于PLA,打印腔溫度通常不超過35°C;對于PETG,打印腔溫度不超過45°C。
如果您不想采用封閉式設置,請關閉門窗來控制室溫,以避免冷空氣影響3D打印。
調整冷卻:這可能比較棘手,因為您仍然需要冷卻耗材,以便更好地橋接、減少拉絲,并確保熔化的塑料保持精確的幾何形狀。在打印前幾層時,關閉或降低3D打印頭的冷卻風扇轉速,可以防止過度收縮導致翹曲,并有助于保持模型在打印平臺的牢固粘合。
二、使用粘合劑

Magigoo是增強床附著力并有助于防止翹曲的幾種解決方案之一(來源:Magigoo)
提高打印床上底層的附著力通常足以防止邊角翹起。此解決方案通常是在開始打印之前在打印床上涂一層粘性物質。
無論使用哪種粘合劑,最好先打印一個小部件進行測試,確保效果不會太好。你肯定不希望它粘得太緊,以至于在取下時損壞部件(甚至損壞你的床)!
使用發膠:這有助于大多數類型的耗材獲得良好的抓地力。您也可以使用專門配制的3D打印床噴霧,例如3DLac。
使用PVA膠棒:普通的膠棒也是不錯的選擇。此外,還有一些專門的床面粘合產品,例如Magigoo。這種膠水可以幫助PLA和其他耗材粘在打印平臺上。無論你選擇哪種膠水,都只需要在打印平臺上均勻地涂一層薄薄的膠水即可。
三、更改切片器設置
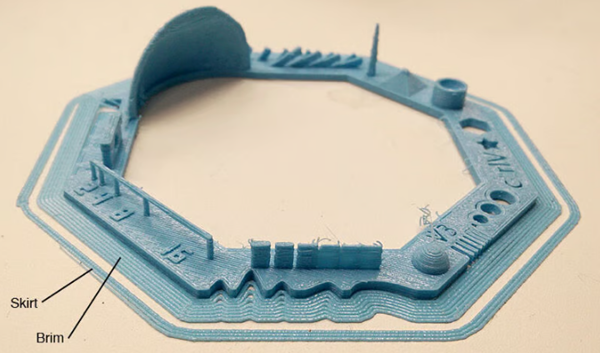
裙子與帽檐的對比(來源:Fab Academy)
一些切片機設置可以幫助防止翹曲并將打印件固定在床上:
降低打印速度:你可能會驚訝地發現,降低打印速度往往能解決最棘手的打印問題,例如翹曲和卷曲。對于第一層尤其如此,它的打印速度應該比后續打印速度慢得多,以便更好地粘合到打印平臺。
在切片機中創建邊緣或裙邊:裙邊是指從部件邊緣偏移的周邊,而帽檐是指附加在底座邊緣的一層或幾層額外輪廓。這可以使您的模型底座更寬,從而增強其在構建表面上的抓握力。
添加底座:底座是一種結構,可以使3D打印模型的底部更大,類似于帽檐。然而,它也延伸到整個底部下方。這樣可以更好地抓住打印表面,但更容易從模型上撬下來。
添加鼠耳:鼠耳也稱為檐耳,是幾層高的小圓盤,打印時放在模型下方,以增強床面在角落處的附著力。將圓盤放在切片機的構建板上,使其幾乎不接觸模型的每個角落。打印作業完成后,將它們從模型上取下將是小菜一碟。您可以從Thingiverse上的tugeagon下載一些現成的鼠耳,或者使用CAD軟件自己繪制,或者您可以使用已包含該功能的切片機(例如Orca Slicer)。對于PrusaSlicer之類的程序,您可以在零件的角落添加單層圓柱體修改器來充當鼠耳。
四、保持床鋪清潔
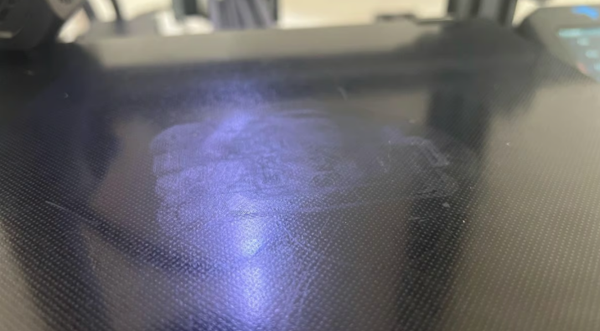
雖然看上去沒什么大不了的,但這可能是個大問題(來源:VoyagerPlays07 via Reddit)
最后,但絕對不是最不重要的一點,問題可能出在非常簡單的地方:打印平臺上的少量油脂或灰塵會導致打印平臺附著力下降,從而導致打印翹曲。這些異物可能是由于您的手接觸打印平臺而產生的,也許是在移除上一張打印件之后!或者,如果您使用了膠水或其他粘合劑,甚至是膠帶,這些殘留物可能會對下一次打印造成影響。
每次打印前,最好用肥皂和水徹底清洗打印平臺,確保其清潔,以便在第一層打印時獲得牢固的附著力——并確保打印完成后不要觸碰打印表面。如果覺得不方便,用異丙醇(IPA)擦拭打印平臺也非常有效,可以快速完成打印。不過,您需要根據打印平臺的材質,注意兼容性,避免損壞打印平臺。
編譯整理:ALL3DP









")






